Un engranaje es un sistema o mecanismo formado por dos ruedas que encajan entre sí. Las ruedas son dentadas; permitiendo así que estén continuamente en contacto y dando lugar a la transmisión del movimiento. Se trata de un movimiento de transmisión circular en el que se traslada la velocidad de giro de unas ruedas a otras, consiguiendo la continuidad del movimiento entre 2 ejes (que pueden ser paralelos, cruzarse o cortarse formando un ángulo). De tal manera que, uno de los ejes (eje motriz) va a tener movimiento propio, mientras que el otro (eje conducido) va a recibir el movimiento. A la rueda dentada de mayor tamaño se le conoce como rueda o corona y la rueda pequeña se denomina piñón.
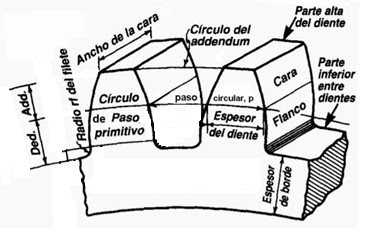
Además, los engranajes tienen asociados una serie de valores característicos que se deben obtener antes de llevar a cabo el proceso de fabricación. Los más importantes son: el número de dientes, el diámetro primitivo, el módulo y el paso.
Valores característicos de los engranajes
2. TIPOS DE ENGRANAJES
2.1 SEGÚN LA LOCALIZACIÓN DE LOS DIENTES
Engranajes exteriores: son aquellos en los que ambas ruedas están dentadas por la superficie externa.
Engranajes interiores: son aquellos en los que una de las ruedas está dentada por la superficie externa.
2.2 SEGÚN LA FORMA DE LOS DIENTES
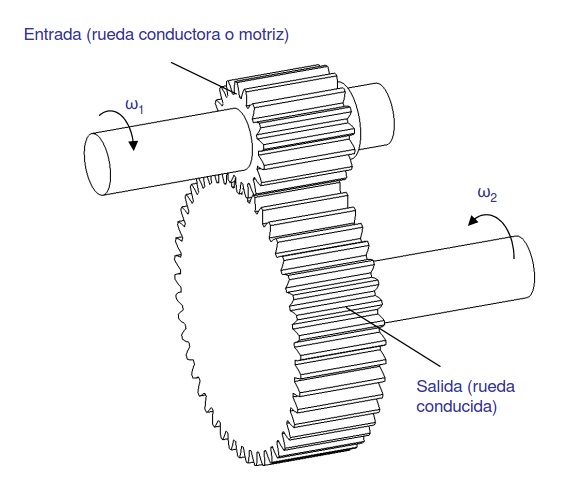
Engranajes rectos: tienen los dientes situados de forma paralela a las generatrices del cilindro.
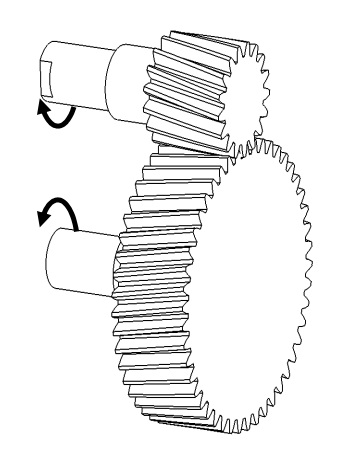
Engranajes helicoidales: tienen los dientes dispuestos formando una trayectoria helicoidal alrededor del cilindro. Esto hace que los ejes puedan ser paralelos o cruzarse en el espacio formando un ángulo α. Además, los dientes de este tipo de engranajes están en contacto paulatinamente, haciendo que los dientes queden acoplados en el momento en que las ruedas engranan; de ahí, que el funcionamiento de este tipo de engranajes sea más suave y silencioso.
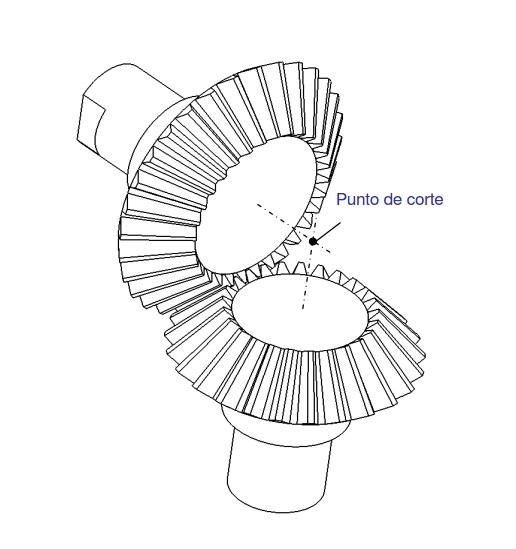
Engranajes cónicos: se caracterizan por tener forma de tronco de cono y pueden tener los dientes rectos o formando una trayectoria helicoidal. Transmiten el movimiento entre ejes que se cruzan formando cierto ángulo, generalmente, entre ejes perpendiculares (90º).
Tornillo sin fin-corona: es un caso particular de engranajes helicoidales. En este caso, el piñón (rueda pequeña) está formado por una rosca helicoidal y tiene una forma similar a la de un tornillo, de ahí su nombre. Por otro lado, la rueda (conocida como corona) engrana con el tornillo dando lugar a un mecanismo que produce el movimiento.
3. APLICACIONES
Los engranajes tienen gran variedad de aplicaciones en diferentes campos:
Agricultura: vehículos y maquinaria para labores de siembra, arado, riego.
Automovilismo: transmisión de fuerzas y regulación y reducción de velocidad (buscando disminuir la velocidad del motor de la forma más segura posible). Además, se utiliza en la caja de cambios, ayudando a reducir el número de revoluciones del motor. También se emplea para permitir que las ruedas motrices puedan girar a diferente velocidad que las demás a la hora de tomar una curva.
Navegación: embarcaciones, barcos pesqueros, submarinos o yates.
Ámbito energético: generadores y bombas hidráulicas.
Además, los engranajes están presentes en la mayoría de los mecanismos que forman parte de nuestro día a día (relojes, juguetes, electrodomésticos, bicicletas) y en el ámbito industrial (maquinaria).
4. MATERIALES
El primer paso para fabricar engranajes es la elección del material a utilizar, teniendo en cuenta el uso que se le va a dar y el proceso de fabricación (desde la formación de los dientes, hasta el ensamblaje final). Además, el material debe cumplir una serie de requerimientos para que, durante el proceso, soporte cargas estáticas y dinámicas. Algunos de ellos son: alta resistencia, buen comportamiento a fatiga, bajo coeficiente de fricción y fácil mecanización.
El material más común es el acero (aleación de hierro y carbono). No obstante, existen muchos otros materiales, como, por ejemplo:
Aluminio
Fundición de hierro (fundición gris, nodular y maleable)
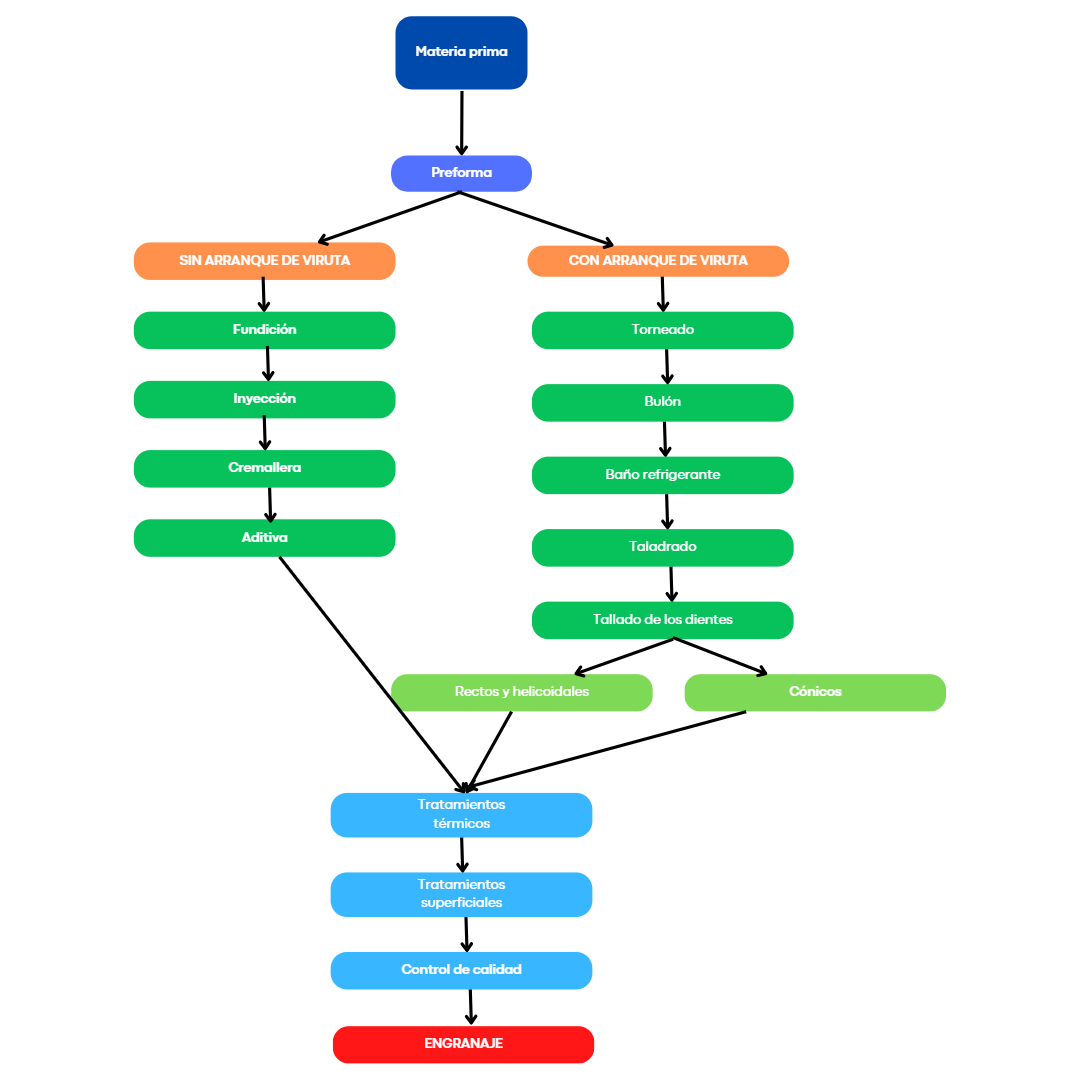
El proceso de fabricación de los engranajes puede ser de dos tipos:
5.1 SIN ARRANQUE DE VIRUTA
El proceso de conformado sin arranque de viruta se basa en dar forma a las piezas sin que se produzcan desprendimientos. Este proceso se puede llevar a cabo de diferentes maneras:
Conformado por fundición: se somete el material a altas temperaturas y, después, se le da la forma con moldes específicos con el diseño del engranaje.
Conformado por inyección: se utiliza la materia prima en forma de polvo. Después, el material pasa a una tolva, que contiene un cilindro que mueve y comprime el material a altas temperaturas hasta llegar a su punto de moldeo.
Conformado por cremallera: el material se calienta para, después, poder pasar la pieza por una cremallera que le va dando la forma definitiva.
Conformado por fabricación aditiva: se modela la impresión 3D. De tal manera que, se crea el engranaje mediante la superposición de capas sucesivas de material.
5.2 CON ARRANQUE DE VIRUTA
El proceso de fabricación con arranque de viruta consiste en obtener una pieza eliminando los excedentes de material o el material sobrante.
5.2.1 TORNEADO
El proceso de torneado del engranaje se utiliza para obtener superficies de revolución. Para la realización del proceso se utiliza un torno.
En este caso, el torno realiza un movimiento de avance. Mientras que, la pieza de trabajo hace un movimiento de rotación a grandes velocidades. Antes de iniciar la rotación de la preforma, se coloca y se sujeta para evitar posibles desplazamientos durante el proceso.
No todas las empresas o centros de mecanizado emplean el mismo tipo de torno, esto va a depender de las dimensiones de nuestra pieza y de la presencia o no de operarios en esta fase del proceso. Entre los diferentes tipos de tornos que podemos encontrar, destacan:
Torno horizontal: el eje del torno es horizontal y la pieza se coloca sobre un plato giratorio colocado en vertical.
Torno vertical: el eje del torno es vertical y la pieza se coloca sobre un plato giratorio colocado en horizontal. Este tipo de torno se utiliza para trabajar con piezas de grandes dimensiones (diámetros o espesores) que no pueden colocarse en el torno horizontal por su elevado peso.
Tornos automáticos: son aquellos que no necesitan la presencia de un operario, sino que la máquina trabaja de forma autónoma controlada por un ordenador, siguiendo una programación basada en el control numérico.
Una vez se coloca la preforma correctamente, comienza la rotación. De manera que, a medida que, a medida que la preforma gira, la máquina avanza e inicia el proceso de corte, dando a la pieza una forma específica.
Al término del proceso de torneado se obtiene una pieza cilíndrica a la que se le conoce como bulón.
5.2.2 TALADRADO
Se somete el bulón a un baño de refrigerante para evitar que se recaliente la pieza.
Posteriormente, se lleva a cabo la fase de taladrado, que consiste en la realización de agujeros redondos en la pieza con el uso de un taladro o taladradora.
En la fase de taladrado es posible hacer dos tipos diferentes de agujeros: agujeros pasantes (hasta el fondo de la pieza) o agujeros ciegos (hasta una profundidad determinada).
El taladro trabaja con una herramienta de filo a la que se conoce como broca. La broca está formada por dos filos de corte y realiza dos tipos de movimientos: por un lado, un movimiento de avance o de penetración en la pieza y; por otro lado, un movimiento de rotación o de giro que permite realizar el corte.
Con ayuda del taladro, se hacen unos orificios pasantes en la pieza para permitir la entrada del lubricante cuando gira la rueda; así como para reducir el peso de la pieza, haciéndola más ligera. Una vez termina la fase de taladrado, se troquela el nombre de la empresa y la numeración correspondiente.
5.2.3 TALLADO DE LOS DIENTES
El tallado de los dientes depende, principalmente, del tipo de engranaje que queremos obtener. Dentro de cada tipo de engranaje, existen diferentes métodos de tallado de los dientes.
Para la fabricación de engranajes rectos o helicoidales se utilizan diferentes procesos, como, por ejemplo:
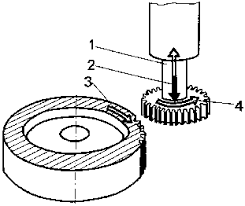
Mortajado o slotting: el tallado del diente se realiza con una lima o cortadora de titanio a la que se conoce como mortajadora. En este caso, la rueda, apoyada y sujeta en la mesa de trabajo, gira. Por otro lado, mientras se produce el giro de la rueda, la mortajadora va tallando los dientes a través de un movimiento vertical de arriba hacia abajo, “atravesando” o “perforando” la pieza.
Existen dos tipos de mortajadoras para la realización del mortajado o slotting:
Mortajadora Fellows: la fresa de mortajadora es circular.
Mortajadora Maag: la fresa de la mortajadora tiene forma de peine.
Fresa-tornillo hobbing: se realiza con una máquina controlada por ordenador, esta máquina se conoce como hob o fresa caracol. En este caso, la rueda gira contra la máquina, que también realiza un movimiento de giro y va tallando los dientes. Este proceso permite tallar gran número de dientes y, como consecuencia, ahorrar tiempo y conseguir una mayor productividad.
Skiving: es un proceso que combina mortajado y fresado, junto con un giro continuado y un avance axial. Este proceso se utiliza, especialmente, para el tallado de los dientes interiores. El posicionamiento oblicuo (formando un ángulo α) de los ejes de la máquina y la pieza, junto con las altas velocidades de corte, hacen que sea posible mecanizar un elevado número de dientes en un corto espacio de tiempo; por tanto, se trata de un proceso muy eficiente.
Para la fabricación de engranajes cónicos se utilizan otros procesos diferentes, como, por ejemplo:
Gleason: el proceso se hace con una máquina de gran complejidad que funciona por control numérico. La máquina tiene una cuchilla trapezoidal para el tallado de los dientes rectos o, en espiral, para el de los engranajes cónicos.
Invomilling: la totalidad del proceso se realiza con ordenador. Primero, se elige la geometría del engranaje y, a continuación, las operaciones de mecanización. El ordenador mostrará en pantalla una simulación de la operación elegida y, si el resultado obtenido es el deseado, se ordena la realización de esa operación.
5.3 TRATAMIENTOS TÉRMICOS
Una vez terminada la pieza, mediante un tratamiento térmico, se refuerzan, tanto la pieza obtenida, como las propiedades del acero. Algunos de los métodos para realizar este endurecimiento son los siguientes:
Cementado: para este método se introduce la pieza en un horno y, tras alcanzar una determinada temperatura, se le inyecta carbono. El engranaje lo absorbe, reforzando así la pieza. A continuación, se le somete a un baño de aceite que provocará un endurecimiento del metal. Es el método térmico más utilizado.
Inducción: en este caso el calentamiento del engranaje se produce induciendo una corriente a través de un conductor exterior. Normalmente se emplea para endurecer engranajes grandes que no pueden ser cementados.
Nitruración: este proceso se basa en la formación de una solución sólida de nitrógeno y nitruros en la capa superficial. La pieza se somete a una temperatura bastante más baja (temperatura de nitruración) que los procesos de cementado e inducción, aunque con un resultado más duro y fino. En general se usa para aleaciones de acero.
5.4 TRATAMIENTOS SUPERFICIALES
Los tratamientos caloríficos provocan una deformación del acero. Por lo que, posteriormente, será necesario lijar la pieza resultante hasta conseguir las medidas y las dimensiones deseadas. Además, también son necesarios algunos tratamientos superficiales para conseguir una mejor calidad superficial y un perfecto acabado. Algunos de estos tratamientos son:
Rectificado: consiste en arrancar virutas delgadas progresivamente con una herramienta denominada muela. De esta forma, se corrigen las imperfecciones y se consigue la precisión geométrica y dimensional deseada.
Pulido: es un proceso de lijado en el que se combina la utilización de abrasivos de grano muy fino con una pasta abrasiva y se repite hasta disminuir gradualmente los defectos.
Bruñido: se emplea para pulir la pieza. Una herramienta (piedra de bruñido) realiza un movimiento rotatorio sobre la pieza y, a medida que va rotando, va abrillantando y puliendo su superficie.
5.5 CONTROL DE CALIDAD
Una vez terminado el proceso de fabricación del engranaje, ya sea con o sin arranque de viruta, la pieza se someterá a un control de calidad. Este proceso consiste en verificar las medidas establecidas inicialmente y se realiza con ayuda de un ordenador. Con una sonda, se escanean cada uno de los dientes, así como el resto de la superficie de la pieza, y es el propio ordenador el que analiza los resultados para asegurar el correcto cumplimiento de estos; centrándose, especialmente, en comprobar que las dimensiones cumplen las tolerancias dimensionales y geométricas.
Por último, se asegura que el producto cumple la normativa general y los siguientes reglamentos:
ISO 9001
ISO 14001
OHSAS18001
TS 16949
DIN 3960, DIN 3961, DIN 3964, DIN 3967, DIN 3977 y DIN 868
Normativas
6. CONCLUSIÓN
El proceso de fabricación de los engranajes es muy variado. Desde procesos de fabricación sin arranque de viruta, hasta procesos con arranque de viruta; y, dentro de cada uno de ellos, existen, además, diferentes métodos para lograr el producto final. Sin embargo, no todos los procesos tienen la misma complejidad.
El proceso con arranque de viruta es mucho más complejo, ya que requiere un mayor número de pasos para llegar al resultado final. Por otro lado, que el proceso tenga más fases, implica que el coste económico del proceso (maquinaria y mantenimiento) va a ser mucho mayor.
Por el contrario, si el proceso se realiza sin arranque de viruta, pasa a ser mucho más sencillo. Requiere un menor número de fases y, por tanto, menor gasto económico para la empresa.
Los engranajes forman parte de nuestro día a día. La mayor parte de los objetos que utilizamos contienen engranajes en su interior y, además, son utilizados en gran variedad de ámbitos. Por lo tanto, sin ellos, no sería posible la realización de muchas labores.
Aquí se muestra una visualización para comprender el proceso de fabricación de un engranaje de la forma más común de fabricación. Es decir, por arranque de viruta
Gráfico de Google Charts
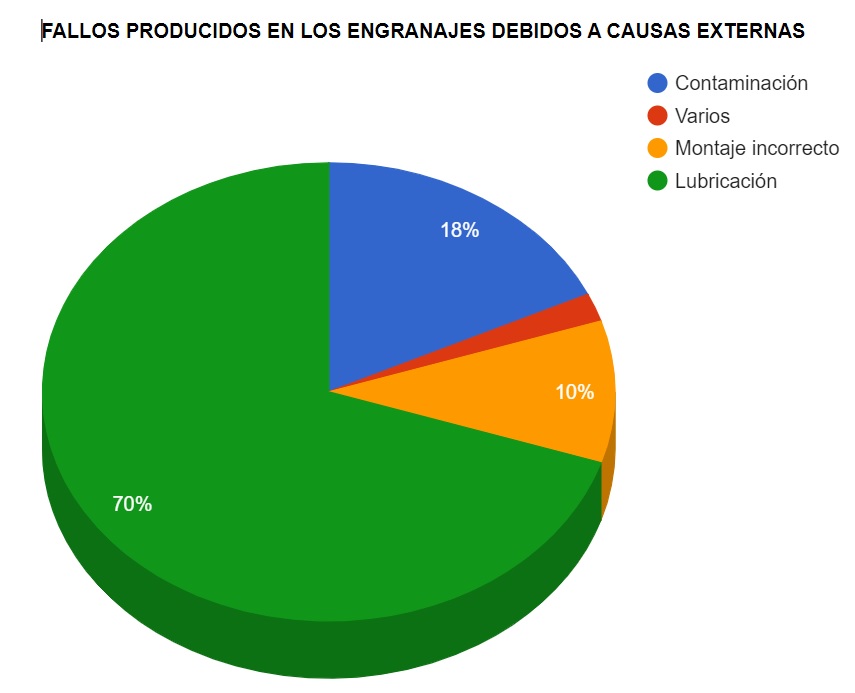
A continuación, en el siguiente diagrama de sectores se muestran algunos de los errores que suelen aparecer durante el proceso de mecanizado de los engranajes:
Si deseas ver el gráfico en profundidad, puedes consultarlo en este enlace: Gráfico
Dibujo usando Canvas
Mediante el uso de la aplicación Canvas, he realizado el siguiente resumen del proceso de mecanizado de los engranajes:
Si te quedó alguna duda sobre el proceso de fabricación de los engranajes, puedes encontrarme en la ETSIIT de la UC:
Ubicación de la ETSIIT de la UC
Si no puedes acudir a la ETSIIT de la UC, puedes ponerte en contacto conmigo a través de: